广州共誉不锈钢流体设备有限公司


新闻中心
不锈钢管常用的焊接方法
- 分类:行业新闻
- 作者:
- 来源:
- 发布时间:2023-03-31
- 访问量:
【概要描述】不锈钢常用的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。
焊前准备:4mm以下的厚度不用开破口,直接焊接,单面一次焊透。4到6mm厚度对接焊缝可采用不开破口接头双面焊。6mm以上,一般开V或U,X形坡口。其次:对焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。
焊接参数:包括焊接电流,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
(1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料,厚度,及坡口形状来决定的。
(2)焊极直径根据焊接电流大小决定,电流越大,直径也越大。
(3)焊弧和电弧电影,弧长范围约0.5到3mmm,对应的申弧电压为8--10V。
(4)焊速:选择时要考虑到电流大小,焊件材料敏感度,焊接位置及操作方式等因素决定。
1、手工焊(MMA):
手工焊是一种非常普遍的、易于使用的焊接方法。电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小。同时,当作为电弧载体时,电焊条也,是焊缝填充材料。
这种焊接方法很简单,可以用来焊接几乎所有材料。对于室外使用,它有很好的适应性,即使在水下使用也没问题。在电极焊中,电弧长度决定于人的手,当你改变电极与工件的缝隙时,你也改变了电弧的长度,在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料。电极由合金或非合金金属芯丝和焊条药皮组成,这层药皮保护焊缝不受空气的侵害,同时稳定电弧,它还引起渣层的形成,保护焊缝使它成型。电焊条既可以是钛型焊条,也可以是碱性的,这决定干药皮的厚度和成分。钛型焊条易干焊接,焊缝扁平美观,且焊渣易于去除。如果焊条贮存时间长,必须重新烘烤,因为来自空气的潮气会很快在焊条中积聚。
2、MIG/MAG焊接:
这是一种自动气体保护电弧焊接方法。在这种方法中,申弧在保护气体屏蔽下在电流载体金属丝和工件之间稳定发热,机器送入的金属丝作为焊条,在自身电弧下融化。由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是广泛的焊接方法,适用于钢、非合金钢、低合金钢和高合金为基的材料。这使得它成为理想的生产和修复的焊接方法。当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体。
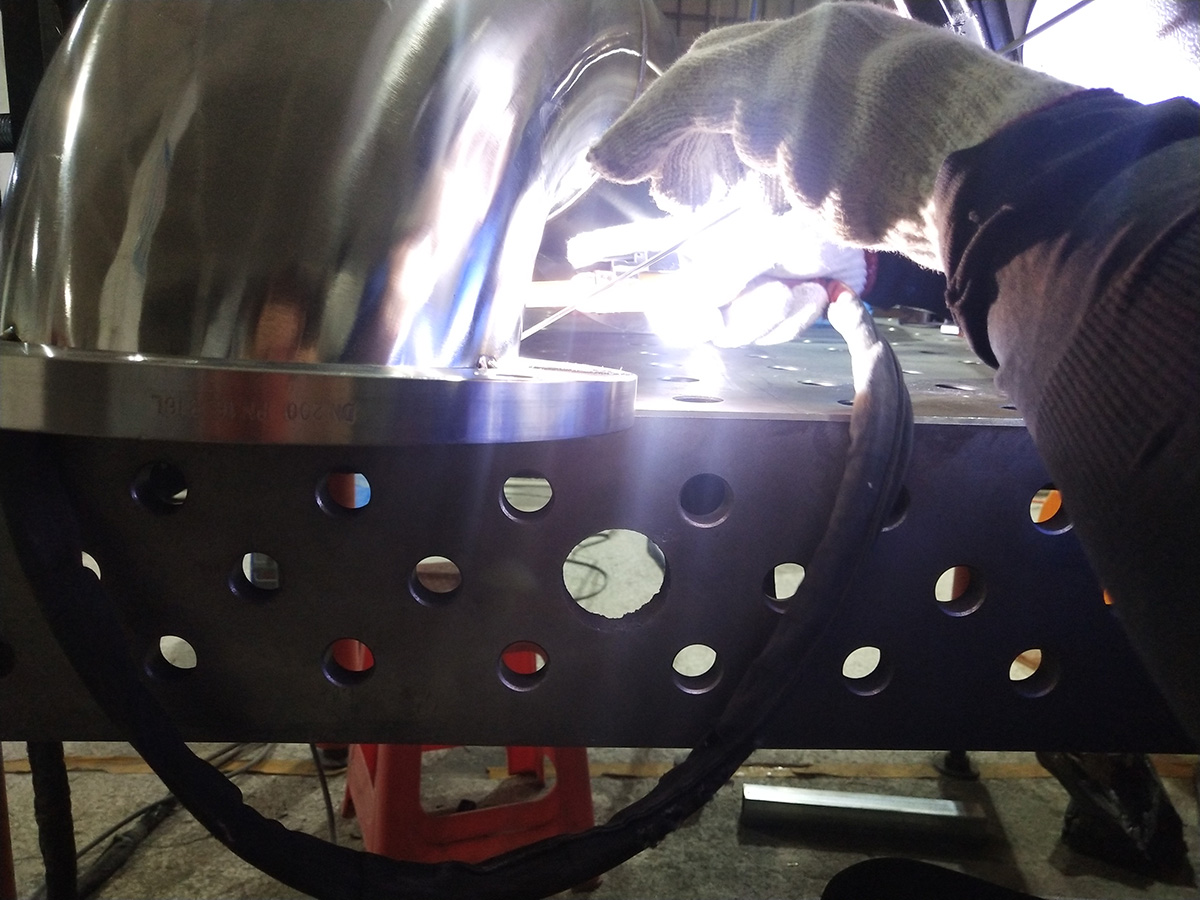
3、TIG焊接:
电弧在难熔的钨电焊丝和工件之间产生,一般使用的保护气体是纯氙气,送入的焊丝不带电,既可以手送,也可以机械送,还有一些特定用途则不需要送入焊丝。被焊接的材料决定了是采用直流电还是交流电;采用直流电时,钨电焊丝设定为负极,因为它有很深的焊透能力,对干不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”。
TTG焊接法的主要优点是可以悍接大材料范围广,包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅。主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。
不锈钢管常用的焊接方法
【概要描述】不锈钢常用的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。
焊前准备:4mm以下的厚度不用开破口,直接焊接,单面一次焊透。4到6mm厚度对接焊缝可采用不开破口接头双面焊。6mm以上,一般开V或U,X形坡口。其次:对焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。
焊接参数:包括焊接电流,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
(1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料,厚度,及坡口形状来决定的。
(2)焊极直径根据焊接电流大小决定,电流越大,直径也越大。
(3)焊弧和电弧电影,弧长范围约0.5到3mmm,对应的申弧电压为8--10V。
(4)焊速:选择时要考虑到电流大小,焊件材料敏感度,焊接位置及操作方式等因素决定。
1、手工焊(MMA):
手工焊是一种非常普遍的、易于使用的焊接方法。电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小。同时,当作为电弧载体时,电焊条也,是焊缝填充材料。
这种焊接方法很简单,可以用来焊接几乎所有材料。对于室外使用,它有很好的适应性,即使在水下使用也没问题。在电极焊中,电弧长度决定于人的手,当你改变电极与工件的缝隙时,你也改变了电弧的长度,在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料。电极由合金或非合金金属芯丝和焊条药皮组成,这层药皮保护焊缝不受空气的侵害,同时稳定电弧,它还引起渣层的形成,保护焊缝使它成型。电焊条既可以是钛型焊条,也可以是碱性的,这决定干药皮的厚度和成分。钛型焊条易干焊接,焊缝扁平美观,且焊渣易于去除。如果焊条贮存时间长,必须重新烘烤,因为来自空气的潮气会很快在焊条中积聚。
2、MIG/MAG焊接:
这是一种自动气体保护电弧焊接方法。在这种方法中,申弧在保护气体屏蔽下在电流载体金属丝和工件之间稳定发热,机器送入的金属丝作为焊条,在自身电弧下融化。由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是广泛的焊接方法,适用于钢、非合金钢、低合金钢和高合金为基的材料。这使得它成为理想的生产和修复的焊接方法。当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体。
3、TIG焊接:
电弧在难熔的钨电焊丝和工件之间产生,一般使用的保护气体是纯氙气,送入的焊丝不带电,既可以手送,也可以机械送,还有一些特定用途则不需要送入焊丝。被焊接的材料决定了是采用直流电还是交流电;采用直流电时,钨电焊丝设定为负极,因为它有很深的焊透能力,对干不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”。
TTG焊接法的主要优点是可以悍接大材料范围广,包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅。主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。
- 分类:行业新闻
- 作者:
- 来源:
- 发布时间:2023-03-31
- 访问量:
不锈钢常用的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。
焊前准备:4mm以下的厚度不用开破口,直接焊接,单面一次焊透。4到6mm厚度对接焊缝可采用不开破口接头双面焊。6mm以上,一般开V或U,X形坡口。其次:对焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。
焊接参数:包括焊接电流,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
(1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料,厚度,及坡口形状来决定的。
(2)焊极直径根据焊接电流大小决定,电流越大,直径也越大。
(3)焊弧和电弧电影,弧长范围约0.5到3mmm,对应的申弧电压为8--10V。
(4)焊速:选择时要考虑到电流大小,焊件材料敏感度,焊接位置及操作方式等因素决定。
1、手工焊(MMA):
手工焊是一种非常普遍的、易于使用的焊接方法。电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小。同时,当作为电弧载体时,电焊条也,是焊缝填充材料。
这种焊接方法很简单,可以用来焊接几乎所有材料。对于室外使用,它有很好的适应性,即使在水下使用也没问题。在电极焊中,电弧长度决定于人的手,当你改变电极与工件的缝隙时,你也改变了电弧的长度,在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料。电极由合金或非合金金属芯丝和焊条药皮组成,这层药皮保护焊缝不受空气的侵害,同时稳定电弧,它还引起渣层的形成,保护焊缝使它成型。电焊条既可以是钛型焊条,也可以是碱性的,这决定干药皮的厚度和成分。钛型焊条易干焊接,焊缝扁平美观,且焊渣易于去除。如果焊条贮存时间长,必须重新烘烤,因为来自空气的潮气会很快在焊条中积聚。
2、MIG/MAG焊接:
这是一种自动气体保护电弧焊接方法。在这种方法中,申弧在保护气体屏蔽下在电流载体金属丝和工件之间稳定发热,机器送入的金属丝作为焊条,在自身电弧下融化。由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是广泛的焊接方法,适用于钢、非合金钢、低合金钢和高合金为基的材料。这使得它成为理想的生产和修复的焊接方法。当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体。
3、TIG焊接:
电弧在难熔的钨电焊丝和工件之间产生,一般使用的保护气体是纯氙气,送入的焊丝不带电,既可以手送,也可以机械送,还有一些特定用途则不需要送入焊丝。被焊接的材料决定了是采用直流电还是交流电;采用直流电时,钨电焊丝设定为负极,因为它有很深的焊透能力,对干不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”。
TTG焊接法的主要优点是可以悍接大材料范围广,包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅。主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。
扫二维码用手机看


专注不锈钢分水器、不锈钢管件配件研发定制、生产和销售
全国服务热线


Copyright © 2022 广州共誉不锈钢流体设备有限公司 版权所有 粤ICP备19005194号 网站建设:中企动力广州 SEO标签
